چالشها و مشکلات پرینتر سه بعدی (چگونه ایرادات رایج را شناسایی و برطرف کنیم؟)
پرینترهای سه بعدی یکی از نوآوریهای برجسته در تکنولوژیهای ساخت هستند که به کاربران اجازه میدهند تا مدلهای سه بعدی را به اشیاء فیزیکی تبدیل کنند. با این حال، مشکلات و چالشهای مختلفی میتواند در فرآیند پرینت سه بعدی به وجود آید. در این مقاله به بررسی چالشهای متداول در پرینترهای سه بعدی و راهحلهای کاربردی برای مقابله با آنها خواهیم پرداخت.
مشکلات در لایه اول پرینت (Issues in the First Layer)
لایه اول پرینت سه بعدی اهمیت بسیاری دارد، چرا که پایه و اساس کل فرآیند پرینت است. اگر این لایه به درستی قرار نگیرد، ممکن است کل پرینت با شکست مواجه شود.
- دلایل و راهکارها:
- تنظیم نامناسب سطح پرینت (Improper Bed Leveling): برای اطمینان از چسبندگی مناسب لایه اول، سطح پرینت باید به خوبی تنظیم شود. استفاده از تنظیمات خودکار یا دستی برای تراز کردن سطح ساخت میتواند به بهبود کیفیت پرینت کمک کند.
- دمای نازل و سطح پرینت (Nozzle and Bed Temperature): دمای مناسب نازل و سطح پرینت برای فیلمنت مورد استفاده بسیار حائز اهمیت است. اگر دما به درستی تنظیم نشود، ممکن است فیلمنت به خوبی به سطح نچسبد و لایه اول به درستی قرار نگیرد.
- استفاده از چسبها یا صفحات ساخت مختلف (Adhesives or Build Surfaces): در صورتی که چسبندگی لایه اول به سطح ساخت کم باشد، میتوان از چسبهای مخصوص، نوارهای کاپتون، یا صفحات شیشهای استفاده کرد.
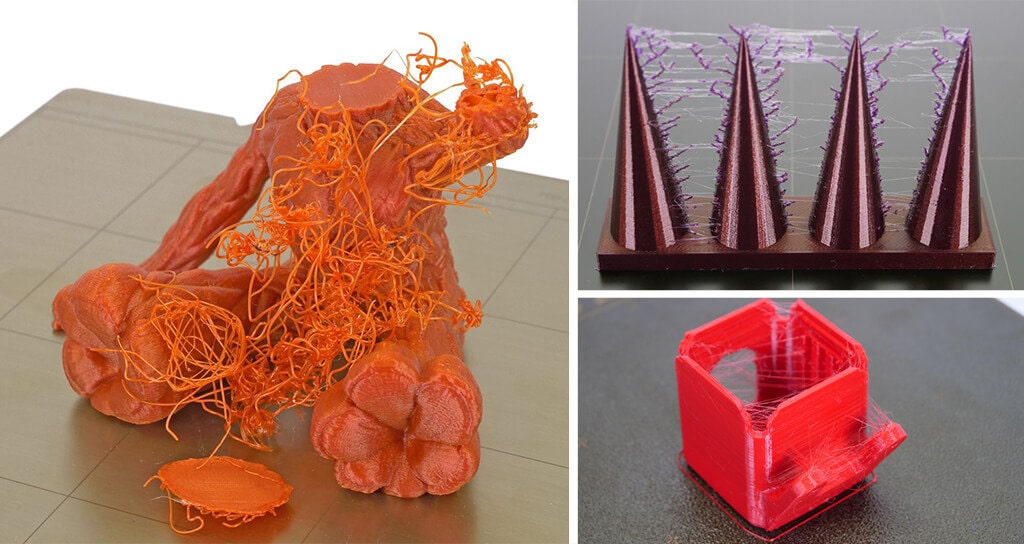
مشکلات کیفیت پرینت (Print Quality Issues)
کیفیت نهایی پرینت به عوامل مختلفی بستگی دارد و هر گونه نقص در تنظیمات میتواند منجر به تولید محصولی با کیفیت پایین شود.
- دلایل و راهکارها:
- تنظیمات اشتباه لایهها (Incorrect Layer Settings): یکی از دلایل اصلی کیفیت پایین پرینت، تنظیمات نادرست ضخامت لایهها است. انتخاب ضخامت مناسب برای لایهها بر اساس نوع پروژه و دقت مورد نیاز، بسیار مهم است.
- نازل مسدود یا کثیف (Clogged or Dirty Nozzle): نازلهای مسدود میتوانند منجر به جریان نادرست فیلمنت شوند که باعث نقص در پرینت میشود. تمیز نگه داشتن نازل و استفاده از ابزارهای مناسب برای پاکسازی آن میتواند به بهبود کیفیت کمک کند.
- سرعت نادرست پرینت (Incorrect Print Speed): سرعت بیش از حد زیاد یا خیلی کم میتواند بر کیفیت پرینت تأثیر منفی بگذارد. تنظیم سرعت پرینت باید به گونهای باشد که تعادل مناسبی بین زمان پرینت و کیفیت نهایی برقرار شود.
تاب برداشتن یا پیچیدگی پرینت (Warping or Curling)
یکی از مشکلاتی که میتواند در پرینتهای بزرگ یا نازک رخ دهد، تاب برداشتن یا پیچیدگی لایهها است که معمولاً به دلیل اختلاف دما یا چسبندگی ناکافی به وجود میآید.
- دلایل و راهکارها:
- دمای نادرست سطح ساخت (Incorrect Bed Temperature): اختلاف دما بین سطح ساخت و محیط اطراف میتواند باعث انقباض لایههای پایینی و تاب برداشتن پرینت شود. تنظیم دمای سطح ساخت متناسب با نوع فیلمنت مورد استفاده میتواند از این مشکل جلوگیری کند.
- استفاده از فیلمنتهای نامناسب (Inappropriate Filament Use): برخی از مواد، مانند ABS، بیشتر مستعد تاب برداشتن هستند. استفاده از فیلمنتهای کم تاب یا تغییر دمای سطح ساخت میتواند به کاهش این مشکل کمک کند.
- استفاده از محیطهای بسته (Using Enclosures): استفاده از محفظههای بسته میتواند دما را ثابت نگه داشته و از پیچیدگی و تاب برداشتن جلوگیری کند.
توقف ناگهانی پرینت (Sudden Print Stoppage)
توقف ناگهانی پرینت ممکن است به دلایل مختلفی رخ دهد و منجر به اتلاف زمان و مواد شود. شناسایی دلیل این توقف و رفع آن برای ادامه پرینت بسیار مهم است.
- دلایل و راهکارها:
- مشکلات نرمافزاری (Software Issues): نرمافزارهایی که برای کنترل پرینتر استفاده میشوند، ممکن است به دلایل مختلفی خطا دهند. بهروزرسانی نرمافزارها و بررسی تنظیمات میتواند از بروز این مشکل جلوگیری کند.
- قطعی برق (Power Outage): قطعی برق میتواند منجر به از دست رفتن دادههای پرینت و توقف کامل فرآیند شود. استفاده از UPS یا سیستمهای پشتیبان میتواند از این مشکل جلوگیری کند.
- خرابی مکانیکی (Mechanical Failures): مشکلات مکانیکی مانند خرابی تسمهها یا موتورها نیز میتواند باعث توقف ناگهانی پرینت شود. بررسی و نگهداری منظم قطعات مکانیکی پرینتر میتواند از بروز این مشکلات جلوگیری کند.
چسبندگی نامناسب به سطح ساخت (Poor Bed Adhesion)
یکی از مشکلات رایج در پرینت سه بعدی، چسبندگی نامناسب فیلمنت به سطح ساخت است که میتواند منجر به جدا شدن قطعه از سطح و خراب شدن پرینت شود.
- دلایل و راهکارها:
- عدم استفاده از چسبهای مناسب (Lack of Proper Adhesives): استفاده از چسبهای مناسب، مانند نوارهای کاپتون یا چسبهای مخصوص پرینت سه بعدی، میتواند چسبندگی فیلمنت به سطح ساخت را بهبود بخشد.
- دمای نادرست سطح ساخت (Incorrect Bed Temperature): دمای نامناسب سطح ساخت میتواند باعث عدم چسبندگی کافی شود. تنظیم دمای مناسب برای نوع فیلمنت استفاده شده میتواند این مشکل را حل کند.
- تمیزی سطح ساخت (Clean Build Surface): سطح ساخت باید تمیز و عاری از ذرات گرد و غبار یا روغن باشد. تمیز کردن منظم سطح ساخت میتواند به بهبود چسبندگی کمک کند.
مشکلات مکانیکی پرینتر (Mechanical Printer Issues)
مشکلات مکانیکی پرینتر میتواند منجر به پرینتهای بیکیفیت یا ناتمام شود. شناخت و رفع این مشکلات برای حفظ کارایی و دقت پرینتر سه بعدی بسیار مهم است.
- دلایل و راهکارها:
- تسمههای شل یا فرسوده (Loose or Worn Belts): تسمههای شل یا فرسوده میتوانند باعث حرکت ناصحیح محورها و کاهش دقت پرینت شوند. تنظیم و تعویض تسمهها میتواند به رفع این مشکل کمک کند.
- بلبرینگهای خراب (Faulty Bearings): بلبرینگهای خراب میتوانند منجر به لرزش و حرکت نادرست محورها شوند. بررسی و تعویض بلبرینگهای خراب میتواند این مشکل را برطرف کند.
- کالیبراسیون نادرست محورها (Incorrect Axis Calibration): تنظیمات نادرست محورها میتواند باعث عدم دقت در پرینت شود. کالیبره کردن منظم محورها و بررسی صحت تنظیمات میتواند از این مشکلات جلوگیری کند.
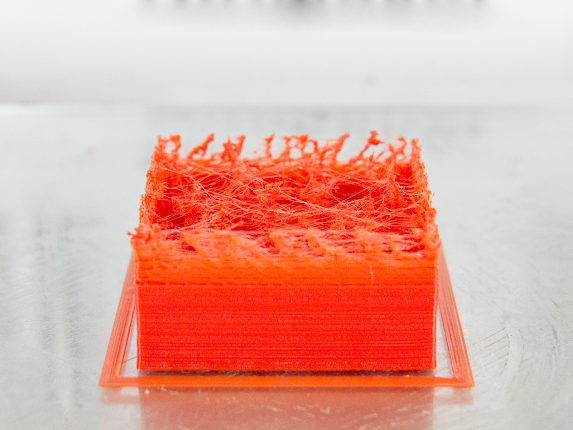
نازل مسدود (Clogged Nozzle)
یکی از مشکلاتی که میتواند فرآیند پرینت را متوقف کند، مسدود شدن نازل پرینتر است. این مشکل به طور مستقیم بر کیفیت و کامل بودن پرینت تأثیر میگذارد.
- دلایل و راهکارها:
- ذرات باقیمانده از فیلمنتهای قبلی (Filament Residue): استفاده مداوم از فیلمنتهای مختلف میتواند باعث انباشته شدن ذرات در نازل شود. تمیز کردن نازل به صورت دورهای و استفاده از ابزارهای مناسب برای پاکسازی میتواند از این مشکل جلوگیری کند.
- استفاده از فیلمنتهای با کیفیت پایین (Low-Quality Filament): فیلمنتهای با کیفیت پایین ممکن است حاوی ذراتی باشند که نازل را مسدود کنند. انتخاب فیلمنتهای با کیفیت بالا میتواند این مشکل را کاهش دهد.
- روشهای پیشگیری (Prevention Methods): استفاده از فیلترهای فیلمنت و کنترل دما میتواند به جلوگیری از مسدود شدن نازل کمک کند.
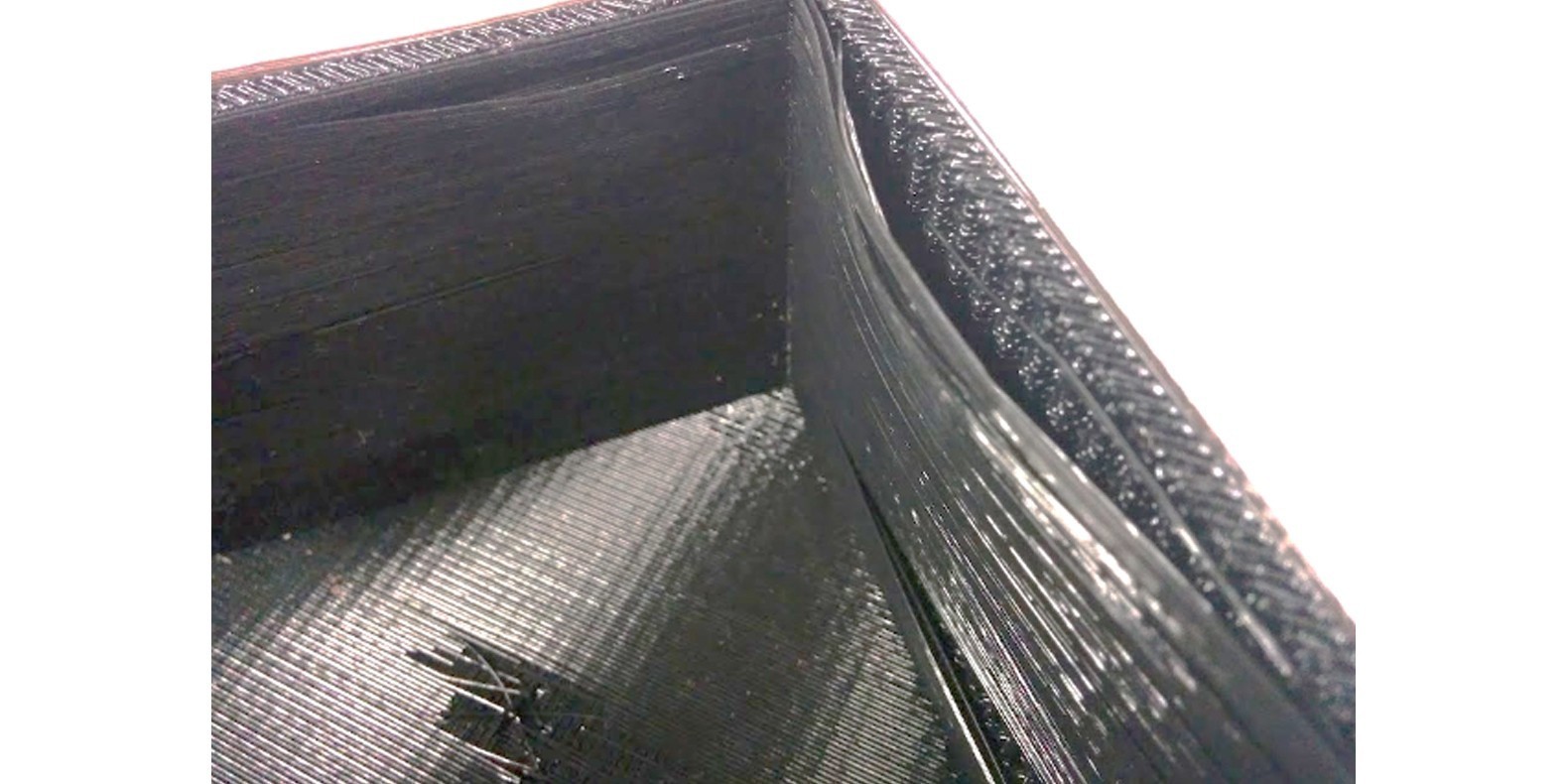
انحنای لبههای پرینت (Edge Curling)
انحنای لبههای پرینت یکی دیگر از مشکلات رایج در فرآیند پرینت سه بعدی است که میتواند به طور قابل توجهی بر کیفیت نهایی قطعه تأثیر بگذارد.
- دلایل و راهکارها:
- اختلاف دما در طول پرینت (Temperature Variations): اختلاف دما بین لایههای پرینت و محیط میتواند باعث انقباض لایهها و انحنای لبهها شود. استفاده از تنظیمات مناسب دما و خنکسازی میتواند از این مشکل جلوگیری کند.
- چسبندگی ناکافی به سطح ساخت (Insufficient Bed Adhesion): اگر فیلمنت به درستی به سطح ساخت نچسبد، ممکن است لبههای پرینت به سمت بالا خم شوند. استفاده از چسبهای مناسب و تنظیم دمای سطح ساخت میتواند به بهبود این مشکل کمک کند.
- تنظیمات نادرست خنکسازی (Improper Cooling Settings): خنکسازی نادرست میتواند باعث انقباض سریع لایهها و ایجاد انحنا در لبههای پرینت شود. تنظیم دقیق خنکسازی متناسب با نوع فیلمنت و سرعت پرینت میتواند از این مشکل جلوگیری کند.
سخن پایانی
پرینترهای سه بعدی با تمام توانمندیها و امکانات خود، ممکن است با مشکلات و چالشهایی مواجه شوند که بر کیفیت و نتیجه نهایی پرینت تأثیرگذارند. با درک صحیح از این مشکلات و استفاده از راهحلهای کاربردی میتوان بهبود قابل توجهی در کیفیت و دقت پرینتها ایجاد کرد. این مقاله به بررسی جامع مشکلات رایج پرینترهای سه بعدی و ارائه راهحلهای کاربردی برای رفع این مشکلات پرداخته است. با رعایت این نکات و انجام تنظیمات صحیح، میتوانید از عملکرد بهتر و کارآمدتر پرینتر سه بعدی خود لذت ببرید و پروژههای موفقتری داشته باشید.